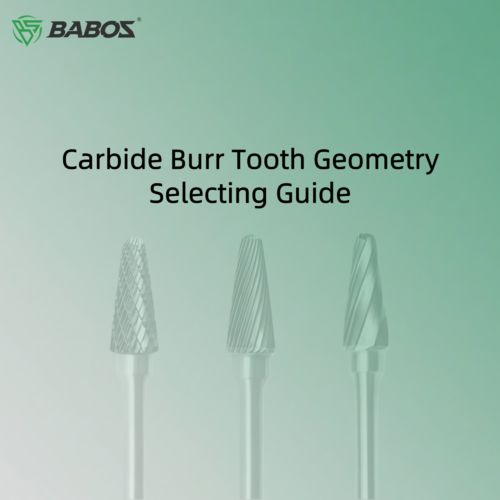
Tungsten karbür döner çapakları seçerken, çoğu alıcı karbür kalitesi, sertlik veya şaft boyutuna odaklanır - ancak en önemli performans faktörlerinden birini sıklıkla göz ardı eder: diş geometrisi.
Diş tasarımı (yiv veya kesme deseni olarak da adlandırılır) doğrudan kesme hızını, talaş giderme verimliliğini, yüzey kalitesini, ısı üretimini ve takım ömrünü belirler.
Bir takım distribütörü, endüstriyel alıcı veya fabrika satın alma yöneticisiyseniz, diş geometrisini anlamak, her uygulama için doğru karbür çapağı seçmenize ve gereksiz takım maliyetlerinden kaçınmanıza yardımcı olacaktır.
Karbür Döner Çapaklarda Diş Geometrisi Nedir?
Diş geometrisi, karbür çapak başlığındaki kesici kenarların şekli, boyutu ve düzenini ifade eder. Bu kesici dişler, yüksek hızlı döner taşlama ile malzemeyi kaldırır ve diş yapısı şunları kontrol eder:
- Malzemenin ne kadar agresif kaldırıldığı
- Çapağın ne kadar pürüzsüz kesildiği
- Talaşların nasıl boşaltıldığı
- Çapağın ne kadar süre dayandığı
İyi tasarlanmış bir diş deseni, kesme verimliliğini %30-50 oranında artırır ve takım aşınmasını önemli ölçüde azaltır.
Karbür Çapakların Yaygın Diş Tipleri
Diş Tipi
Görünüm
Çelik, dökme demir
Özellikler
Tek Kesim (SC)
Tek yönde spiral dişler
Paslanmaz çelik, alaşımlı çelik
Hızlı stok kaldırma
Çift Kesim (DC)
Çapraz kesim dişler
Paslanmaz çelik, sertleştirilmiş çelikDaha pürüzsüz yüzey, kararlı kesim
Alüminyum Kesim (AL)
Büyük tek yiv
Alüminyum, pirinç, plastik
Tıkanma önleyici
Tek Kesim vs Çift Kesim vs Alüminyum Kesim - Performans Karşılaştırması
Performans Faktörü
Tek Kesim
Agresif kesim
Isı altında stabilite
Temiz kesim
★★★★
★★★
En İyi
Titreşim Stabilitesi
★★
★★★★
★★★
En İyi
★
★★★★
★★★
Titreşim Stabilitesi
★★
★★★★
★★★
En İyi
Çelik, dökme demir
Paslanmaz çelik, alaşımlı çelik
Alüminyum, bakır
*
Metal atölyelerine veya distribütörlere satış yapıyorsanız, kataloğunuza her zaman 3 diş tipini de dahil edin - bunlar pazar ihtiyaçlarının %90'ını karşılar.Diş Geometrisi Kesme Performansını Nasıl Etkiler?
1. Talaş Giderme Verimliliği: Büyük yiv tasarımları talaşları daha hızlı kaldırır (alüminyum için en iyisi), çapraz kesim dişler ise talaş boyutunu azaltır (paslanmaz çelik için en iyisi).
2. Kesme Hızı: Agresif yiv geometrisi kaldırma oranını artırır ancak daha yüksek devir ve kararlı takımlar gerektirir.
Önerilen Çalışma Hızları
Çapak Başlığı Çapı (devir/dak)
3mm(1/8")
6mm(1/4")
10mm(3/8")
12mm(1/2")
16mm(5/8")
Maksimum Çalışma Hızı
90000
65000
45000
35000
25000
20000
Kullanılabilir Aralık
60000-80000
30000-45000
10000-50000
7000-30000
6000-20000
Önerilen Başlangıç Hızı
80000
45000
25000
20000
15000
3. Isı Üretimi: Yanlış diş tipi = aşırı ısı = takım aşınması + iş parçası üzerinde yanıklar.
Kullanılabilir Aralık
60000-80000
22500-60000
15000-40000
11000-30000
9000-20000
Önerilen Başlangıç Hızı
80000
45000
30000
25000
20000
15000
Kullanılabilir Aralık
60000-80000
30000-45000
30000-40000
22500-30000
18000-20000
Önerilen Başlangıç Hızı
80000
40000
30000
25000
20000
15000
Kullanılabilir Aralık
60000-80000
30000-45000
19000-30000
15000-22500
12000-18000
Önerilen Başlangıç Hızı
80000
40000
25000
20000
15000
3. Isı Üretimi: Yanlış diş tipi = aşırı ısı = takım aşınması + iş parçası üzerinde yanıklar.
4. Titreşim ve Stabilite: Çift kesim çapaklar titreşimi azaltır ve kontrolü iyileştirir - manuel zımpara işlemleri için idealdir.
5. Takım Ömrü: Optimize edilmiş diş geometrisi sürtünmeyi ve yüklenmeyi azaltır - çapak ömrünü %25-40 uzatır.
Farklı Malzemeler İçin Doğru Diş Geometrisini Seçme
Malzeme
Önerilen Diş Tipi
Öneri Nedenleri
Karbon çeliği
Tek Kesim
Agresif kesim
Paslanmaz çelik
Çift Kesim
Isı altında stabilite
Sertleştirilmiş çelik
Çift Kesim
Isı altında stabilite
Alüminyum
Alüminyum Kesim
Temiz kesim
Titanyum
Çift Kesim
Isı altında stabilite
Pirinç/Bakır
Alüminyum Kesim
Temiz kesim
SSS - Alıcılar Ayrıca Soruyor
S1: Hangi karbür çapak diş tipi en uzun ömürlüdür?
Çift kesim çapaklar genellikle hız ve takım ömrü arasında en iyi dengeyi sağlar.
S2: Özel diş geometrisi talep edebilir miyim?
Evet - OEM özelleştirmesi, toplu siparişler için diş tasarımı mevcuttur.
S3: Paslanmaz çelik için hangi diş tipi en iyisidir?
Çift kesim çapaklar - sertleşmeyi azaltır, daha pürüzsüz kontrol.
Sonuç
Diş geometrisi, kesme hızını, talaş kaldırmayı, yüzey kalitesini, ısıyı ve takım ömrünü doğrudan kontrol eder. Doğru diş tasarımını seçmek, daha yüksek performans ve daha düşük takım maliyeti anlamına gelir.
Küresel takım distribütörleri ve endüstriyel kullanıcılar için tungsten karbür döner çapakları üretiyoruz. Şu ana avantajlara sahibiz:
- Ultra ince taneli karbür WC- CNC 5 eksen hassas taşlama
- Yüksek mukavemetli gümüş lehim
- Standart ve özelleştirilmiş diş geometrisi
- Toplu fabrika fiyatı + hızlı teslimat
Lehimleme teknolojisi ve lehimleme malzemesi seçimi, karbid borunun kalite seviyesini doğrudan belirler.
Karbid rotary burrs'in kaynak teknolojisi, kalitesini etkileyen temel faktörlerden biridir.Kaynak malzemelerinin seçimi ve kaynak işlemleri doğrudan karbid rotary burrs kalitesi düzeyini belirler.
Kaynak malzemelerinin seçimi: Karbid rotary burrs, her iki ucunda da gümüş ve aralarında bakır alaşımlı bir çekirdek katmanı olan çekirdek sandviç gümüş lehimleme malzemesi kullanır.Bu malzemenin kaynak sıcaklığı yaklaşık 800°C'dir., bakır kaynak malzemeleri için gerekli 1100 ° C kaynak sıcaklığına kıyasla çok daha düşüktür.Karbidde mikro çatlaklar önler, ve daha iyi kaynak dayanıklılığı sağlar.
Kaynak yöntemlerinin seçimi: Şu anda piyasada iki ana kaynak yöntemi vardır: düz tabanlı gümüş lehimleme ve kuyruk deliği bakır lehimleme.daha düşük kaynak gerginliği, ve daha düşük kaynak sıcaklığı gerektirir, bu da alaşım ve çelik kolu performansını daha iyi korur.Kuyruk deliği bakır lehimleme biraz karbid malzeme tasarruf edebilir ve daha ucuzdur, ancak daha yüksek kaynak sıcaklığı karbid özelliklerine zarar verebilir.
Kaynaklama ekipmanı ve işlemi: Otomatik kaynak makinelerinin kullanılması işlemin önemli bir parçasıdır.Karbid ucu ve çelik kolu, manuel müdahale olmadan braslama için otomatik olarak hizalayabilir, kaynak kalitesinin istikrarını ve kaynaktan sonra çelik kolu ve karbid ucu arasındaki mükemmel koaksiallığı büyük ölçüde sağlar.
Neden Düz Altın Gümüş Lehimleme Teknolojisi Karbid Burrs için Kritik?
Döner dosyalarda en yaygın arıza kaynak noktasında "baş kırıklığı"dır.BABOSBu riski ileri teknolojiyi kullanarak ortadan kaldırıyoruz.Düz tabanlı Gümüş Lehimleme Teknolojisi.
Standart kaynak yöntemlerinden farklı olarak, işlemimiz şunları içerir:
Yüzey teması:Düz tabanlı tasarım, karbid kafa ile çelik taban arasında% 100 temas sağlayarak geleneksel sivri veya düzensiz eklemlerden önemli ölçüde daha güçlü bir bağ oluşturur.
Premium Gümüş Lehim:Yüksek kaliteli gümüş lehimlenme dolguyu kullanıyoruz, bu da üstün termal iletkenlik ve şok direnci sunar, ağır işlevli öğütme sırasında ısı genişlemesi nedeniyle aletin gevşemesini önler.
Sıfır kırılma garantisi:Bu hassas kaynak tekniği, aletlerimizin yüksek RPM'lere ve aşırı yan basınca dayanabilmesini sağlar, endüstriyel dağıtımcılar ve son kullanıcılara güvenilir, "sıfır riskli" bir performans sağlar.
Karbid malzeme araştırma ve geliştirme konusunda on yıldan fazla deneyime sahip bir şirket olarak, Chengdu BABOS Kesme Araçları, karbid malzeme performansını derinden anlıyor.Döner boruların kaynak işlemi sırasında, tam otomatik düz tabanlı gümüş lehimleme teknolojisini kullanıyoruz, bu da alaşımın performansını büyük ölçüde koruyor ve çelik kolu ile karbid ucu arasındaki mükemmel koaksiallığı sağlar.
Yazar: Villa Wang
LinkedIn: https://www.linkedin.com/in/villa-wang-938973339
Virgin vs. Geri Dönüştürülmüş: Neden Karbid Burr'ların Hayat Süresi Bu Kadar Kısa?
Endüstriyel metal işleme dünyasında, Karbid Burrs fiyatı tedarikçiler arasında önemli ölçüde değişebilir.Sadece üretim sırasında aletlerin erken aşıntısını keşfetmek için., kolayca kırılır veya kötü bir yüzey finişi bırakır.
Bu performans farkının temel nedeni, kritik bir faktörde yatıyor: Hammaddenin kalitesi.
1%100 Bakire Mikro Tanerli Tungsten Karbür Nedir?
Virgin Material, daha önce hiç kullanılmamış veya işlenmemiş doğrudan volfram cevheri dışından çıkarılan volfram karbid tozu anlamına gelir.Tanelerinin yapısı son derece ince, genellikle mikron seviyesinde ve mükemmel bir şekilde tekdüze..
Öte yandan, geri dönüştürülmüş malzeme (Scrap Carbide), eski, kullanılan aletleri öğüterek ve yeniden basarak üretilir." Fiziksel özellikleri temel olarak tehlikeye girdi..
2Derinlemede karşılaştırma: Virgin vs. Geri dönüştürülmüş
2.1 Sertlik ve aşınma direnci
Virgin Malzeme: Üstün sertlik ve "kırmızı sertlik" (yüksek sıcaklıklarda keskin bir kenar koruma yeteneği) sunar.Kesme kenarları uzun süre keskin kalır..
Geri dönüştürülmüş malzeme: Çeşitli hurda kaynaklarından gelen kirlilikler ve karışık sınıflar nedeniyle sertlik tutarsızdır. Paslanmaz çelik gibi sert metaller işlenirken,Kesme kenarları neredeyse hemen bulanıklaşır..
2.2 Sertlik ve Çarpışma Gücü
"Baş kırıklığı"nın önlenmesinin anahtarı bu.
Bakire Malzeme: Tekil mikro-taneler yapısı mükemmel çapraz kırılma dayanıklılığını (TRS) sağlar.Yüksek frekanslı titreşimleri ve darbeyi etkili bir şekilde emiyor..
Geri dönüştürülmüş malzeme: Mikroskobik gözenekler veya iç mikro çatlaklar içerir.
2.3 Kesinlik ve tutarlılık
Bakire malzeme: CNC öğütme işlemi sırasında, istikrarlı malzeme yüksek hassasiyetli flüt geometri sağlar. Bu, pürüzsüz yonga boşaltmasını ve iş parçasında üstün bir yüzey finişini sağlar.
Geri dönüştürülmüş malzeme: Genellikle üretim sırasında düzensiz aşınmaya neden olur ve bu da bir partiden diğerine tutarlı bir performans göstermez.
3Ucuz Karbid Burrs Neden Aslında Daha Fazla Maliyet Alıyor
Geri dönüştürülmüş karbid borularının ilk satın alınmasında %20~30% tasarruf etmek pazarlık gibi görünebilir, ancak yatırım getirisi (ROI) analizi farklı bir hikaye anlatıyor:
Sık sık alet değişimi: İlk malzemeden yapılmış aletler, tipik olarak geri dönüştürülmüş olanlardan 3 ila 5 kat daha uzun süre dayanır.
Artan Duraklama Süresi: Bir alet arızalanır ya da bulanıklaşırsa, üretim hattınız durur ve işgücü maliyetleri önemli ölçüde artar.
İş parçasının hasarı: Düşük kaliteli aletler aşırı ısı üretir ve bu da pahalı iş parçalarını çarpıtıp zarar verebilir.
4Sonuç: Yüksek Kaliteli Burrs Nasıl Tanınır?
Profesyonel bir üretici olarak, BABOS, %100 bakire mikro tahıl hammaddesi kullanmak konusunda ısrar eder.
"Ağırlık" Testi: Daha yüksek yoğunluk ve saflık nedeniyle, bakire karbid aynı boyuttaki geri dönüştürülmüş alternatiflerden önemli ölçüde daha ağır hissettirir.
Kesim Sesleri: Yüksek kaliteli aletler, çalışma sırasında minimum titreşimle net ve tutarlı bir ses üretir.
Tedarikçi Sertifikasyonu: Her zaman üreticinizden hammadde sertifikası isteyin.
Şu anda piyasada iki ana kaynak yöntemi vardır: düz tabanlı kuyruk delikli bakır lehimleme veGümüş lehimleme.Müşterilerin daha iyi bir seçim yapmasına yardımcı olabilecek bu iki kaynak yönteminin avantaj ve dezavantajlarını kısaca açıklayalım.
Kuyruk deliği bakır kaynak
• Avantajlar:Daha düşük maliyet,dolaşım için daha büyük temas alanı,teorik olarak daha yüksek dayanıklılık.
• dezavantajları: karmaşık kaynak işlemi, yüksek kaynak sıcaklığı ((yaklaşık 1100°C), alet yapısına önemli bir etkisi, performans dengesizliği potansiyeli.Yüksek sıcaklık sert alaşımdaki çatlaklara neden olabilir, yoğun kaynak gerginliği ve daha fazla kalite dalgalanması.
Düz Alt Gümüş Kaynaklama
• Avantajlar: Basit kaynak yapısı, düşük kaynak gerginliği, gerekli kaynak sıcaklığı (yaklaşık 800°C) daha düşük, hem alaşım başının hem de çelik tabanın performansının daha iyi korunması.Daha yüksek kaynak gücü, daha istikrarlı kalite, daha iyi dayanıklılık. çekirdek tasarımı etkili bir şekilde kaynak stresini azaltır ve mikro çatlakları ortadan kaldırır.
• Dezavantajları: Daha yüksek maliyet.
Yüksek performans, yüksek hızlı çalışma ve sert alaşımlı döner dosyanın uzun hizmet ömrü gerekirse, düz tabanlı gümüş kaynak önerilmektedir.Daha iyi bir istikrar ve güvenilirlik sağlarMaliyet bir endişe konusuysa ve kullanım senaryosunda alet performansına yüksek gereksinimler yoksa, kuyruk delik bakır kaynak da dikkate alınması gereken bir seçenektir.
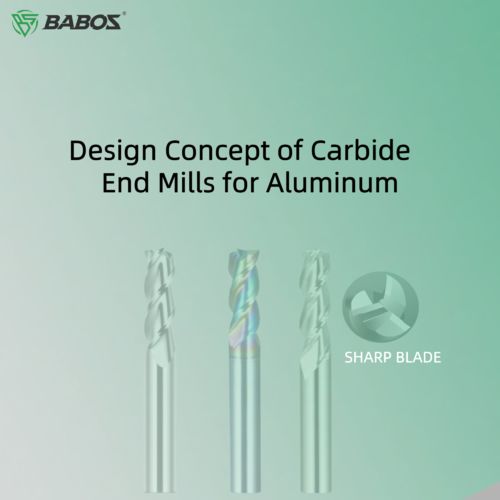
Giriş
Alüminyum için karbür parmak frezeler tasarlanırken, malzeme seçimi, takım geometrisi, kaplama teknolojisi ve işleme parametrelerinin kapsamlı bir şekilde dikkate alınması esastır. Bu faktörler, alüminyum alaşımlarının verimli ve istikrarlı bir şekilde işlenmesini sağlarken, takım ömrünü uzatır.
1. Malzeme Seçimi
1.1Karbür Altlık:Alüminyum alaşımlarıyla düşük kimyasal afiniteye sahip olması nedeniyle YG tipi karbür (örneğin, YG6, YG8) tercih edilir, bu da birikmiş kenar (BUE) oluşumunu azaltmaya yardımcı olur.
1.2Yüksek Silikonlu Alüminyum Alaşımları (%8–12 Si):Silikon kaynaklı takım korozyonunu önlemek için elmas kaplı takımlar veya kaplamasız ultra ince taneli karbür önerilir.
1.3Yüksek Parlaklıkta İşleme:Ayna gibi bir yüzey elde etmek için hassas kenar parlatmalı yüksek rijitlikte tungsten karbür parmak frezeler önerilir.
2. Takım Geometrisi Tasarımı
2.1Flüt Sayısı:Kesme verimliliğini ve talaş tahliyesini dengelemek için genellikle 3 flütlü bir tasarım kullanılır. Havacılık alüminyum alaşımlarının kaba işlenmesi için, ilerleme hızını artırmak amacıyla 5 flütlü bir parmak freze (örneğin, Kennametal KOR5) seçilebilir.
2.2Helis Açısı:Kesme düzgünlüğünü iyileştirmek ve titreşimi azaltmak için 20°–45° arasında geniş bir helis açısı önerilir. Aşırı büyük açılar (>35°) diş dayanımını zayıflatabilir, bu nedenle keskinlik ve rijitlik arasında bir denge gereklidir.
2.3Rake ve Rölyef Açısı:Daha büyük bir rake açısı (10°–20°), kesme direncini düşürür ve alüminyum yapışmasını önler. Rölyef açıları genellikle 10°–15° arasındadır ve aşınma direnci ve kesme performansı arasında denge sağlamak için kesme koşullarına bağlı olarak ayarlanabilir.
2.4Talaş Yuvası Tasarımı:Geniş, sürekli spiral oluklar, hızlı talaş tahliyesini sağlar ve yapışmayı en aza indirir.
2.5Kenar Hazırlığı:Kesme kenarları, kesme kuvvetini azaltmak ve yapışmayı önlemek için keskin kalmalıdır; uygun pah kırma, dayanımı artırır ve kenar yontulmasını önler.
3. Önerilen Kaplama Seçenekleri
3.1Kaplamasız:Birçok durumda, alüminyum parmak frezeler kaplamasızdır. Kaplama alüminyum içeriyorsa, iş parçasıyla reaksiyona girerek kaplamanın ayrılmasına veya yapışmasına neden olabilir ve bu da anormal takım aşınmasına yol açar. Kaplamasız parmak frezeler, uygun maliyetlidir, son derece keskindir ve yeniden taşlanması kolaydır, bu da onları kısa süreli üretim, prototip oluşturma veya orta düzeyde yüzey kalitesi gerektiren uygulamalar (Ra > 1.6 μm) için uygun hale getirir.
3.2Elmas Benzeri Karbon (DLC):DLC, mükemmel aşınma direnci ve yapışma önleyici özellikler sunan, gökkuşağı benzeri bir görünüme sahip, karbon bazlıdır—alüminyum işleme için idealdir.
3.3TiAlN Kaplama:TiAlN mükemmel oksidasyon ve aşınma direnci sağlasa da (çelikte, paslanmazda, titanyumda ve nikel alaşımlarında TiN'den 3–4 kat daha uzun ömür), kaplamadaki alüminyumun iş parçasıyla reaksiyona girebilmesi nedeniyle genellikle alüminyum için önerilmez.
3.4AlCrN Kaplama:Kimyasal olarak kararlı, yapışmaz ve titanyum, bakır, alüminyum ve diğer yumuşak malzemeler için uygundur.
3.5TiAlCrN Kaplama:Yüksek tokluğa, sertliğe ve düşük sürtünmeye sahip bir gradyan yapılı kaplama. Kesme performansında TiN'den daha iyi performans gösterir ve alüminyum frezeleme için uygundur.
Özet:Alüminyum işlerken, takım aşınmasını hızlandırdıkları için alüminyum içeren kaplamalardan (örneğin, TiAlN) kaçının.
4. Önemli Hususlar
4.1Talaş Tahliyesi:Alüminyum talaşları yapışma eğilimindedir; pürüzsüz tahliye için optimize edilmiş flüt tasarımları (örneğin, dalgalı kenarlar, geniş rake açıları) gereklidir.
4.2Soğutma Yöntemi:
4.2.1 Kesme sıcaklığını düşürmek ve talaşları temizlemek için iç soğutmayı (örneğin, Kennametal KOR5) tercih edin.
4.2.2 Sürtünmeyi ve ısıyı azaltmak, hem takımı hem de iş parçasını korumak için kesme sıvıları (emülsiyonlar veya yağ bazlı soğutucular) kullanın.
4.2.3 Kesme bölgesini kaplayacak yeterli soğutucu akışından emin olun.
4.3İşleme Parametreleri:
4.3.1Yüksek Hızlı Kesme:1000–3000 m/dak kesme hızları, kesme kuvvetini ve ısıyı azaltırken verimliliği artırır.
4.3.2İlerleme Hızı:İlerleme hızını artırmak (0.1–0.3 mm/diş) üretkenliği artırır, ancak aşırı kuvvetten kaçınılmalıdır.
4.3.3Kesme Derinliği:Tipik olarak 0.5–2 mm, gereksinimlere göre ayarlanır.
4.3.4Titreşim Önleyici Tasarım:Değişken helis, eşit olmayan flüt aralığı veya konik çekirdek yapıları, titreşimi bastırabilir (örneğin, KOR5).
Sonuç
Alüminyum için karbür parmak frezelerin temel tasarım ilkeleri düşük sürtünme, yüksek talaş tahliye verimliliği ve yapışma önleyici performanstır. Önerilen malzemeler arasında YG tipi karbür veya kaplamasız ultra ince taneli karbür bulunur. Geometriler, keskinliği rijitlikle dengelemeli ve kaplamalar alüminyum içeren bileşiklerden kaçınmalıdır. Yüksek parlaklıkta yüzeyler veya yüksek silikonlu alüminyum alaşımları için, optimize edilmiş kenar ve flüt tasarımları esastır. Uygulamada, performans, uygun işleme parametrelerini (örneğin, yüksek hız, tırmanma frezeleme) etkili soğutma stratejileriyle (örneğin, iç soğutucu) birleştirerek en üst düzeye çıkarılabilir.
Halkalı Kesici: Paslanmaz Çelik Delme Zorluklarının Üstesinden Gelmek İçin Profesyonel Bir Araç
Endüstriyel işleme alanında, paslanmaz çelik, mükemmel korozyon direnci, yüksek mukavemeti ve iyi tokluğu nedeniyle imalatta önemli bir malzeme haline gelmiştir. Ancak, bu aynı özellikler, paslanmaz çelik delme işlemini zorlu bir görev haline getirerek, delme işlemleri için önemli zorluklar da oluşturmaktadır. Eşsiz tasarımı ve üstün performansı ile halkalı kesicimiz, paslanmaz çelikte verimli ve hassas delme için ideal bir çözüm sunmaktadır.
Ⅰ. Paslanmaz Çelik Delmede Zorluklar ve Temel Güçlükler
1.Yüksek Sertlik ve Güçlü Aşınma Direnci:
Paslanmaz çelik, özellikle 304 ve 316 gibi ostenitik kaliteler, kesme direncini önemli ölçüde artıran yüksek sertliğe sahiptir - normal karbon çeliğinden iki kat daha fazla. Standart matkap uçları hızla körelir ve aşınma oranları %300'e kadar artar.
2.Zayıf Isıl İletkenlik ve Isı Birikimi:
Paslanmaz çeliğin ısıl iletkenliği, karbon çeliğinin sadece üçte biridir. Delme sırasında oluşan kesme ısısı hızla dağılamaz ve yerel sıcaklıkların 800°C'yi aşmasına neden olur. Bu tür yüksek sıcaklık ve yüksek basınç koşullarında, paslanmaz çelikteki alaşım elementleri matkap malzemesiyle birleşme eğilimindedir, bu da yapışmaya ve difüzyon aşınmasına yol açar. Bu, matkap ucunun tavlama arızasına ve iş parçası yüzeyinin sertleşmesine neden olur.
3.Önemli İş Sertleşme Eğilimi:
Kesme gerilimi altında, bazı ostenitler yüksek sertlikte martensitlere dönüşür. Sertleşmiş tabakanın sertliği, ana malzemeye kıyasla 1,4 ila 2,2 kat artabilir ve çekme dayanımı 1470–1960 MPa'ya ulaşır. Sonuç olarak, matkap ucu sürekli olarak giderek daha sert malzemeyi kesmektedir.
4.Talaş Yapışması ve Zayıf Talaş Tahliyesi:
Paslanmaz çeliğin yüksek sünekliği ve tokluğu nedeniyle, talaşlar kesici kenara kolayca yapışan ve birikmiş kenarlar oluşturan sürekli şeritler oluşturma eğilimindedir. Bu, kesme verimliliğini azaltır, delik duvarını çizer ve aşırı yüzey pürüzlülüğüne (Ra > 6,3 μm) yol açar.
5.İnce Plaka Deformasyonu ve Konumlandırma Sapması:
3 mm'den daha ince sacların delinmesi sırasında, geleneksel matkap uçlarından gelen eksenel basınç malzeme eğilmesine neden olabilir. Matkap ucu deldiğinde, dengesiz radyal kuvvetler zayıf delik yuvarlaklığına (genellikle 0,2 mm'den fazla sapma) yol açabilir.
Bu zorluklar, geleneksel delme tekniklerini paslanmaz çelik işleme için verimsiz hale getirmekte ve bu sorunları etkili bir şekilde ele almak için daha gelişmiş delme çözümleri gerektirmektedir.
Ⅱ. Halkalı Kesici Tanımı
Halkalı kesici, aynı zamanda oyuk matkap olarak da bilinir, paslanmaz çelik ve kalın çelik saclar gibi sert metal plaklarda delik açmak için tasarlanmış özel bir araçtır. Halkalı (halka şeklinde) kesme prensibini benimseyerek, geleneksel delme yöntemlerinin sınırlamalarının üstesinden gelir.
Halkalı kesicinin en belirgin özelliği, geleneksel burgu matkaplarda olduğu gibi tüm çekirdek yerine, deliğin çevresi boyunca sadece malzemeyi çıkaran oyuk, halka şeklindeki kesme kafasıdır. Bu tasarım, performansını önemli ölçüde artırır ve kalın çelik plakalar ve paslanmaz çelik ile çalışırken standart matkap uçlarından çok daha üstün hale getirir.
Ⅲ. Halkalı Kesicinin Temel Teknik Tasarımı
1.Üç Kenarlı Koordineli Kesme Yapısı:
Kompozit kesme kafası dış, orta ve iç kesme kenarlarından oluşur:
Dış Kenar: Hassas delik çapını (±0,1 mm) sağlamak için dairesel bir oluk keser.
Orta Kenar: Ana kesme yükünün %60'ını taşır ve dayanıklılık için aşınmaya dayanıklı karbür içerir.
İç Kenar: Malzeme çekirdeğini kırar ve talaş tahliyesine yardımcı olur. Düzensiz diş aralığı tasarımı, delme sırasında titreşimi önlemeye yardımcı olur.
2.Halkalı Kesme ve Talaş Kırma Oluk Tasarımı:
Malzemenin sadece %12–30'u halka şeklinde (çekirdek korunur) çıkarılır, kesme alanını %70 azaltır ve enerji tüketimini %60 düşürür. Özel olarak tasarlanmış spiral talaş olukları, talaşları otomatik olarak küçük parçalara ayırır ve paslanmaz çelik delme sırasında yaygın bir sorun olan şerit şeklindeki talaş dolaşmasını etkili bir şekilde önler.
3.Merkezi Soğutma Kanalı:
Emülsiyon soğutucu (yağ-su oranı 1:5), merkezi bir kanal aracılığıyla doğrudan kesme kenarına püskürtülerek kesme bölgesindeki sıcaklığı 300°C'nin üzerinde düşürür.
4.Konumlandırma Mekanizması:
Merkez pilot pimi, özellikle paslanmaz çelik gibi kaygan malzemeleri delerken, doğru konumlandırmayı sağlamak ve delme sırasında kaymayı önlemek için yüksek mukavemetli çelikten yapılmıştır.
Ⅳ. Halkalı Kesicilerin Paslanmaz Çelik Delmedeki Avantajları
Tam alan kesme yapan geleneksel burgu matkaplara kıyasla, halkalı kesiciler malzemenin sadece halka şeklinde bir bölümünü çıkarır - çekirdeği korur - bu da devrim niteliğinde avantajlar sağlar:
1.Çığır Açan Verimlilik İyileştirmesi:
Kesme alanında %70 azalma ile, 12 mm kalınlığında 304 paslanmaz çelikte Φ30 mm'lik bir delik delmek sadece 15 saniye sürer - bir burgu matkap kullanmaktan 8 ila 10 kat daha hızlıdır. Aynı delik çapı için, halkalı kesme iş yükünü %50'nin üzerinde azaltır. Örneğin, 20 mm kalınlığında bir çelik plakadan delmek geleneksel bir matkapla 3 dakika sürerken, halkalı kesici ile sadece 40 saniye sürer.
2.Kesme Sıcaklığında Önemli Azalma:
Merkezi soğutma sıvısı doğrudan yüksek sıcaklık bölgesine enjekte edilir (optimal oran: yağ-su emülsiyonu 1:5). Katmanlı kesme tasarımıyla birleştirildiğinde, bu, kesici kafa sıcaklığını 300°C'nin altında tutarak tavlamayı ve termal arızayı önler.
3.Garantili Hassasiyet ve Kalite:
Çok kenarlı senkronize kesme, otomatik merkezleme sağlar ve pürüzsüz, çapak içermeyen delik duvarları ile sonuçlanır. Delik çapı sapması 0,1 mm'den azdır ve yüzey pürüzlülüğü Ra ≤ 3,2μm'dir - ikincil işleme ihtiyacını ortadan kaldırır.
4.Uzun Ömürlü Takım Ömrü ve Azaltılmış Maliyetler:
Karbür kesme kafası, paslanmaz çeliğin yüksek aşındırıcılığına dayanır. Her taşlama döngüsünde 1.000'den fazla delik delinebilir ve takım maliyetleri %60'a kadar azaltılır.
5.Vaka Çalışması:
Bir lokomotif üreticisi, 3 mm kalınlığında 1Cr18Ni9Ti paslanmaz çelik taban plakalarına 18 mm'lik delikler açmak için halkalı kesiciler kullandı. Delik geçiş oranı %95'ten %99,8'e yükseldi, yuvarlaklık sapması 0,22 mm'den 0,05 mm'ye düştü ve işçilik maliyetleri %70 azaldı.
Ⅴ. Paslanmaz Çelik Delme İçin Beş Temel Zorluk ve Hedeflenmiş Çözümler
1.İnce Duvar Deformasyonu
1.1Sorun: Geleneksel matkap uçlarından gelen eksenel basınç, ince plakaların plastik deformasyonuna neden olur; delme anında, radyal kuvvet dengesizliği oval şekilli deliklere yol açar.
1.2.Çözümler:
Destek Yöntemi: Sıkıştırma gerilimini dağıtmak için iş parçası altına alüminyum veya mühendislik plastiği destek plakaları yerleştirin. 2 mm paslanmaz çelikte test edildi, ovalite sapması ≤ 0,05 mm, deformasyon oranı %90 azaldı.
Adım Besleme Parametreleri: İlk besleme ≤ 0,08 mm/devir, delmeden 5 mm önce 0,12 mm/devir'e ve delmeden 2 mm önce 0,18 mm/devir'e artırarak kritik hız rezonansından kaçının.
2. Kesme Yapışması ve Birikmiş Kenar Bastırma
2.1.Temel Neden: Paslanmaz çelik talaşlarının yüksek sıcaklıkta (>550°C) kesici kenara kaynaklanması, Cr elementi çökelmesine ve yapışmaya neden olur.
2.2.Çözümler:
Pahlı Kesme Kenarı Teknolojisi: Bıçak-talaş temas alanını %60 azaltarak, 7° talaş açılı 0,3-0,4 mm genişliğinde 45° pahlı bir kenar ekleyin.
Talaş Kırma Kaplama Uygulaması: Birikmiş kenar oranını %80 azaltmak ve takım ömrünü iki katına çıkarmak için TiAlN kaplı matkap uçları (sürtünme katsayısı 0,3) kullanın.
Darbeli İç Soğutma: Kesme sıvısının yapışma arayüzüne nüfuz etmesini sağlamak için matkabı her 3 saniyede bir 0,5 saniye kaldırın. Kükürt katkı maddeleri içeren %10 aşırı basınç emülsiyonu ile birleştirildiğinde, kesme bölgesindeki sıcaklık 300°C'nin üzerinde düşebilir ve kaynak riskini önemli ölçüde azaltır.
3. Talaş Tahliye Sorunları ve Matkap Sıkışması
3.1.Arıza Mekanizması: Uzun şerit talaşlar takım gövdesine dolaşır, soğutucu akışını engeller ve sonuçta talaş oluklarını tıkayarak matkap kırılmasına neden olur.
3.2.Verimli Talaş Tahliye Çözümleri:
Optimize Edilmiş Talaş Oluk Tasarımı: 35° helis açılı dört spiral oluk, oluk derinliğini %20 artırarak, her kesme kenarı talaş genişliğinin ≤ 2 mm olmasını sağlar; kesme rezonansını azaltır ve otomatik talaş temizleme için yay itme çubukları ile işbirliği yapar.
Hava Basıncı Destekli Talaş Temizleme: Sıkışma oranını %95 azaltarak, her delikten sonra talaşları üflemek için manyetik matkaba 0,5MPa hava tabancası takın.
Aralıklı Matkap Geri Çekme Prosedürü: Talaşları temizlemek için özellikle 25 mm'den kalın iş parçaları için önerilen, 5 mm derinliğe ulaştıktan sonra talaşları temizlemek için matkabı tamamen geri çekin.
4. Eğri Yüzey Konumlandırması ve Diklik Güvencesi4.1.
Özel Senaryo Zorluğu: Çelik borular gibi eğri yüzeylerde matkap kayması, ilk konumlandırma hatası >1 mm.4.2.
Mühendislik Çözümleri:Çapraz Lazer Konumlandırma Cihazı:
Manyetik matkaba entegre lazer projektör, eğri yüzeye ±0,1 mm hassasiyetle çapraz saçak deseni yansıtır.Eğri Yüzey Uyarlanabilir Fikstür:
Hidrolik kilitlemeli V oluk kelepçesi (sıkıştırma kuvveti ≥5kN), matkap ekseninin yüzey normaline paralel olmasını sağlar.Aşamalı Başlangıç Matkap Yöntemi:
Eğri yüzeyde 3 mm pilot delik önceden delin → Ø10 mm pilot genişletme → hedef çap halkalı kesici. Bu üç aşamalı yöntem, Ø50 mm deliklerin dikeyliğini 0,05 mm/m'de sağlar.Ⅵ.
Paslanmaz Çelik Delme Parametre Yapılandırması ve Soğutucu SıvıBilim 6.1 Kesme Parametrelerinin Altın Matrisi
Parametrelerin paslanmaz çelik kalınlığına ve delik çapına göre dinamik olarak ayarlanması, başarının anahtarıdır:
İş Parçası Kalınlığı
Delik Çapı Aralığı
Mil Hızı (dev/dak)
Besleme Hızı (mm/devir)
Soğutucu Basıncı (bar)
1-3 mm
Ø12-30 mm
450-600
0,10-0,15
3-5
3-10 mm
Ø30-60 mm
300-400
0,12-0,18
5-8
10-25 mm
Ø60-100 mm
150-250
0,15-0,20
8-12
>25 mm
Ø100-150 mm
80-120
0,18-0,25
12-15
Veriler, ostenitik paslanmaz çelik işleme deneylerinden derlenmiştir.
Not:
Besleme hızı 0,25 mm/devir uç yongalanmasına neden olur. Hız ve besleme oranının sıkı bir şekilde eşleştirilmesi gereklidir.6.2 Soğutucu Seçimi ve Kullanım Kılavuzları
6.2.1.
Tercih Edilen Formülasyonlar:İnce Plakalar:
%5 kükürtlü aşırı basınç katkı maddeleri içeren suda çözünür emülsiyon (yağ:su = 1:5).Kalın Plakalar:
Yağlamayı artırmak için klor katkı maddeleri içeren yüksek viskoziteli kesme yağı (ISO VG68).6.2.2.
Uygulama Özellikleri:İç Soğutma Önceliği:
Soğutucu, matkap ucu merkez deliğinden matkap ucuna iletilir, akış hızı ≥ 15 L/dak.Dış Soğutma Yardımı:
Nozullar, talaş oluklarına 30° eğimle soğutucu püskürtür.Sıcaklık İzleme:
Kesme bölgesi sıcaklığı 120°C'yi aştığında soğutucuyu değiştirin veya formülasyonu ayarlayın.6.3 Altı Adımlı İşlem Süreci
İş parçası sıkıştırma → Hidrolik fikstür kilitleme
Merkez konumlandırma → Lazer çapraz kalibrasyon
Matkap montajı → Uç sıkma torkunu kontrol edin
Parametre ayarı → Kalınlık-delik çapı matrisine göre yapılandırın
Soğutucu aktivasyonu → 30 saniye önceden soğutucu enjekte edin
Aşamalı delme → Talaşları temizlemek ve olukları temizlemek için her 5 mm'de bir geri çekin
Ⅶ.
Seçim Önerileri ve Senaryo Uyarlaması7.1 Matkap Ucu Seçimi
7.1.1.
Malzeme SeçenekleriEkonomik Tip:
Kobalt Yüksek Hızlı Çelik (M35)Uygulanabilir senaryolar:
304 paslanmaz çelik ince plakalar Avantajları: 2000 delik, TiAlN kaplama sürtünme katsayısı 0,3, birikmiş kenarı %80 azaltır, 316L paslanmaz çelik ile yapışma sorunlarını çözer.Özel Takviyeli Çözüm (Aşırı Koşullar):
Tungsten Karbür alt tabaka + Nanotüp kaplama
Nanopartikül takviyesi eğilme mukavemetini artırır, 1200°C'ye kadar ısı direnci, derin delik delme (>25 mm) veya safsızlıkları olan paslanmaz çelik için uygundur.7.1.2.
Şaft UyumluluğuYerli Manyetik Matkaplar: Dik açılı şaft.
İthal Manyetik Matkaplar (FEIN, Metabo): Evrensel şaft, hızlı değiştirme sistemi desteklenir, salgı toleransı ≤ 0,01 mm.
Japon Manyetik Matkaplar (Nitto): Sadece evrensel şaft, dik açılı şaftlar uyumlu değil; özel hızlı değiştirme arayüzü gerektirir.
İşleme Merkezleri / Delme Makineleri: HSK63 hidrolik takım tutucu (salgı ≤ 0,01 mm).
El Matkapları / Taşınabilir Ekipmanlar: Kendinden kilitlemeli çelik bilyalı dört delikli hızlı değiştirme şaftı.
Özel Uyarlama: Geleneksel matkap presleri, halkalı kesicilerle uyumluluk için Morse konik adaptörleri (MT2/MT4) veya BT40 adaptörleri gerektirir.
7.2 Tipik Senaryo Çözümleri
7.2.1.
Çelik Yapı İnce Plaka Bağlantı DelikleriZorluk:
Eğri yüzeyde kayma, konumlandırma hatasına neden olur > 1 mm.Çözüm:
Üç aşamalı delme yöntemi: Ø3 mm pilot delik → Ø10 mm genişletme deliğiParametreler: Hız 450 dev/dak, besleme 0,08 mm/devir, soğutucu: yağ-su emülsiyonu.
7.2.2.
Gemi Yapımı Kalın Plaka Derin Delik İşlemeZorluk:
Eğri yüzeyde kayma, konumlandırma hatasına neden olur > 1 mm.Çözüm:
Üç aşamalı delme yöntemi: Ø3 mm pilot delik → Ø10 mm genişletme deliği
Parametreler: Hız 150 dev/dak, besleme 0,20 mm/devir, kademeli talaş tahliyesi.
7.2.3.
Ray Yüksek Sertlik Yüzey DelmeZorluk:
Eğri yüzeyde kayma, konumlandırma hatasına neden olur > 1 mm.Çözüm:
Üç aşamalı delme yöntemi: Ø3 mm pilot delik → Ø10 mm genişletme deliği
Yardım: V tipi fikstür sıkıştırma + lazer konumlandırma (±0,1 mm hassasiyet).
7.2.4.
Eğri/Eğimli Yüzey KonumlandırmasıZorluk:
Eğri yüzeyde kayma, konumlandırma hatasına neden olur > 1 mm.Çözüm:
Üç aşamalı delme yöntemi: Ø3 mm pilot delik → Ø10 mm genişletme deliği → hedef çap matkap ucu. Ekipman: Çapraz lazer konumlandırmalı entegre manyetik matkap.Ⅷ.
Çelik Plaka Delmenin Teknik Değeri ve Ekonomik FaydalarıPaslanmaz çelik delmenin temel zorluğu, malzemenin özellikleri ile geleneksel takımlama arasındaki çelişkide yatmaktadır. Halkalı kesici, üç ana yenilik aracılığıyla temel bir atılım sağlar:
Halkalı kesme devrimi:
tam kesit kesme yerine malzemenin sadece %12'sini çıkarır.Çok kenarlı mekanik yük dağılımı:
kesme kenarı başına yükü %65 azaltır.Dinamik soğutma tasarımı:
kesme sıcaklığını 300°C'den fazla düşürür.Pratik endüstriyel doğrulamalarda, halkalı kesiciler önemli faydalar sağlar:
Verimlilik:
Tek delik delme süresi, burgu matkaplarla karşılaştırıldığında 1/10'a düşürülerek günlük çıktı %400 artırılır.Maliyet:
Uç ömrü 2000'den fazla deliği aşarak, genel işleme maliyetini %60 azaltır.Kalite:
Delik çapı toleransı sürekli olarak IT9 sınıfını karşılar ve neredeyse sıfır hurda oranları vardır.Manyetik matkapların yaygınlaşması ve karbür teknolojisindeki gelişmelerle birlikte, halkalı kesiciler paslanmaz çelik işleme için vazgeçilmez bir çözüm haline gelmiştir. Doğru seçim ve standartlaştırılmış işlemle, derin delikler, ince duvarlar ve eğri yüzeyler gibi aşırı koşullarda bile yüksek verimli ve hassas işleme elde edilebilir.
İşletmelerin, tüm takım ömrü yönetimi boyunca sürekli olarak optimize etmek için ürün yapılarına dayalı bir delme parametre veritabanı oluşturmaları önerilir.